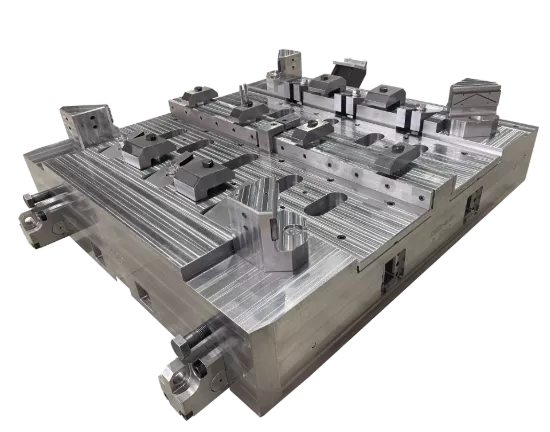

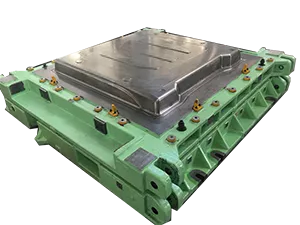



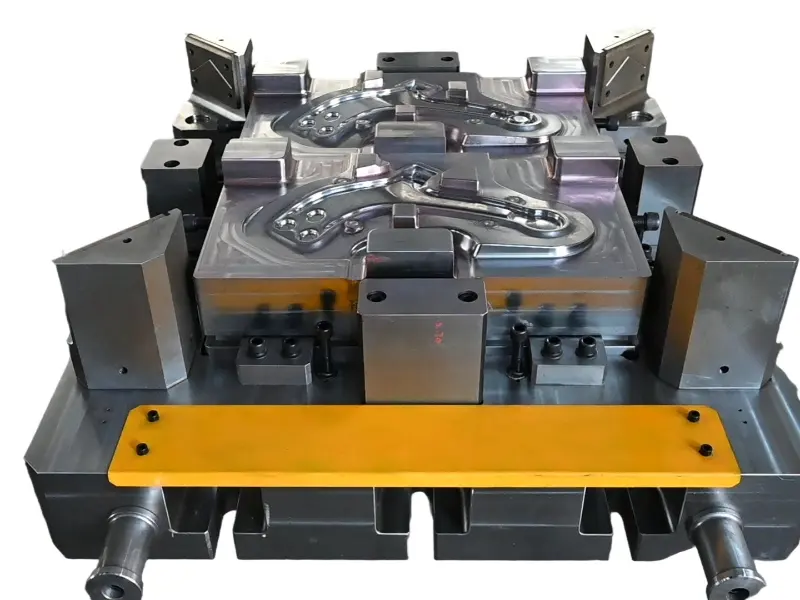
Штамп для штамповки коленчатого вала — это стержневая пресс-форма, специально разработанная для производства штампов коленчатых валов. Её общая конструкция соответствует принципам "адаптации полости пресс-формы и баланса сил" и состоит в основном из основных компонентов, таких как верхний и нижний штампы, гильза штампа, установочные штифты и механизм выталкивания.
Что касается выбора материала, штампы для штамповки коленчатых валов преимущественно изготавливаются из высокопрочной горячедеформируемой инструментальной стали (например, H13, 1.2365 и т. д.), которая обладает превосходной жаропрочностью, износостойкостью, сопротивлением термической усталости и вязкостью.
Кроме того, поверхность формы подвергается "азотированию" для дальнейшего повышения твердости поверхности и антиадгезионных свойств, что снижает адгезию между металлическими заготовками и полостями формы, снижает сопротивление извлечению из формы и облегчает последующую очистку и обслуживание формы.



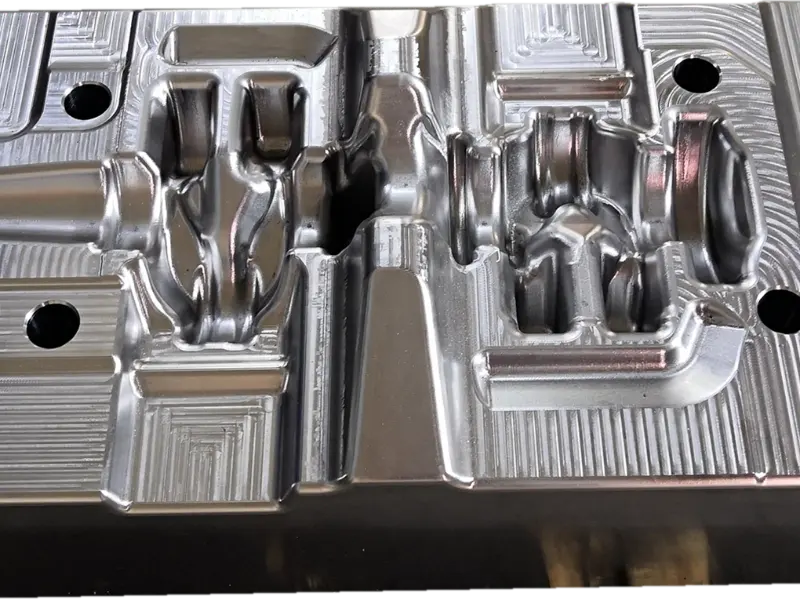

Штамп для ковки коленчатого вала
сталь:1.2714 / 1.2365 / H13 / 5CrNiMo / 5CrNiMoV / 5CrMnMo / 40CrNiMoA и т. д.
Описание продукта:
Использование продукта
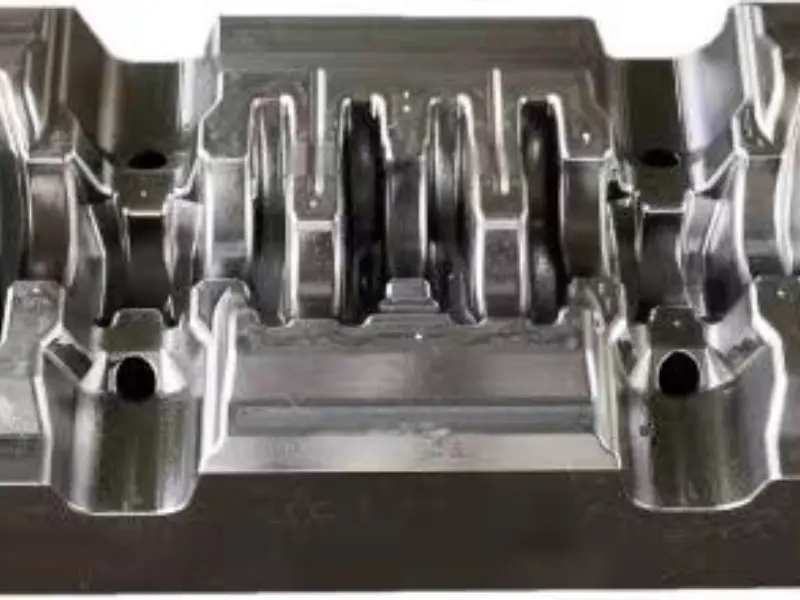
Коленчатый вал, являясь “сердцем” энергетического оборудования, такого как двигатели и компрессоры, должен выдерживать знакопеременные нагрузки, крутящий момент и удары при высокоскоростном вращении. К нему предъявляются чрезвычайно высокие требования к механическим свойствам (например, прочности, вязкости, усталостной долговечности) и точности размеров. Штамп для штамповки коленчатых валов является основным инструментом для получения высококачественных заготовок для штамповки коленчатых валов и используется преимущественно в следующих областях:
Изготовление удлиненных поковок в автомобильной промышленности
Это наиболее критически важный вариант применения ковочных пресс-форм для коленчатых валов. Будь то бензиновые/дизельные двигатели автомобилей с традиционным топливом или гибридные двигатели автомобилей на новых источниках энергии, для их коленчатых валов требуется ковочный процесс для формирования индивидуальных полостей, что позволяет производить партии соответствующих заготовок коленчатых валов. Эти заготовки затем подвергаются механической обработке, термообработке и сборке в основные компоненты двигателя, обеспечивая стабильность выходной мощности и срок службы автомобильных двигателей.
Исследования и разработки коленчатых валов по индивидуальному заказу и мелкосерийное производство
Помимо массового производства, штампы для ковок коленчатых валов могут также использоваться для исследований и опытного производства новых моделей коленчатых валов. Для новых предложений по конструкции коленчатых валов от научно-исследовательских институтов и производителей двигателей можно быстро изготовить мелкосерийные опытно-промышленные формы для штамповки прототипов в сжатые сроки. Это помогает научно-исследовательским и опытно-конструкторским группам проверить рациональность конструкции коленчатого вала и возможность применения кузнечных процессов, тем самым сокращая цикл разработки нового продукта и снижая затраты на НИОКР.
Производство коленчатых валов для судового и инженерного оборудования.
Двигатели морских судов (например, дизельные двигатели) и строительной техники (например, экскаваторов, погрузчиков и кранов) характеризуются увеличенными габаритами коленчатого вала и его массой (некоторые морские коленчатые валы могут весить десятки тонн), а также выдерживают повышенные нагрузки, что предъявляет повышенные требования к размерам и прочности ковочных форм. Изготовление ковочных форм для коленчатых валов может осуществляться методом “крупногабаритной ковки заготовок + прецизионной обработки на портальном фрезерном станке с ЧПУ” для получения крупногабаритных форм (с отдельными комплектами весом в несколько тонн), что отвечает требованиям к цельной ковке крупногабаритных коленчатых валов. Такой подход позволяет избежать проблемы недостаточной прочности соединений, возникающей при сегментной ковке коленчатых валов, обеспечивая надежность работы морских судов и строительной техники в тяжелых условиях эксплуатации.“
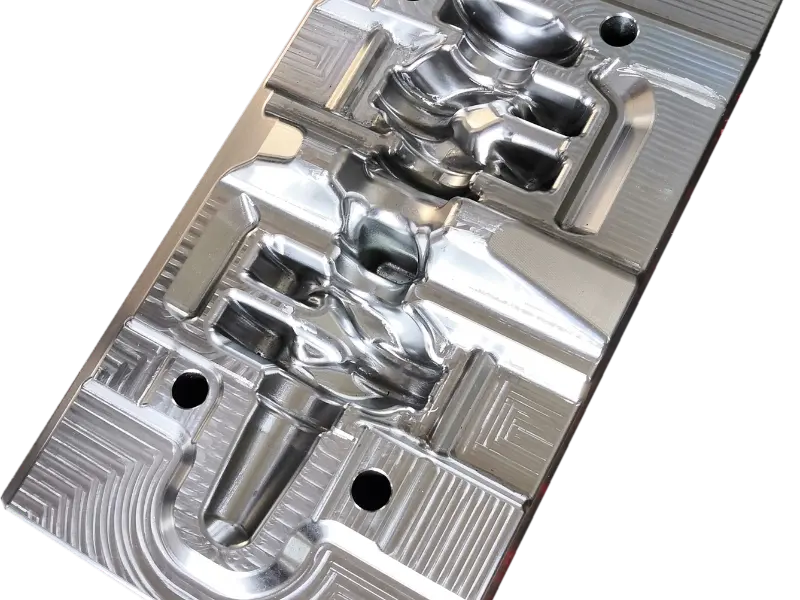
Изготовление коленчатых валов генераторов/компрессоров
В промышленном оборудовании, таком как дизель-генераторные установки и воздушные компрессоры, коленчатый вал должен работать непрерывно на высоких скоростях в течение длительного времени, что предъявляет высокие требования к усталостной прочности и износостойкости. Оптимизация переходов галтелей и углов наклона пресс-формы для ковочного вала позволяет снизить концентрацию напряжений в заготовке коленчатого вала во время ковки. В сочетании с технологией изотермической ковки улучшается микроструктура металла заготовки коленчатого вала, что обеспечивает стабильную длительную работу после последующей закалки и отпуска. Такие коленчатые валы широко используются в таких системах, как резервные источники питания на заводах и системы сжатого воздуха в шахтах.





сопутствующие товары
У нас имеется гидравлическое оборудование грузоподъемностью 100т, 500т, 630т, 800т, 1200т, 1900т, 2000т, 3600т и т.д.-
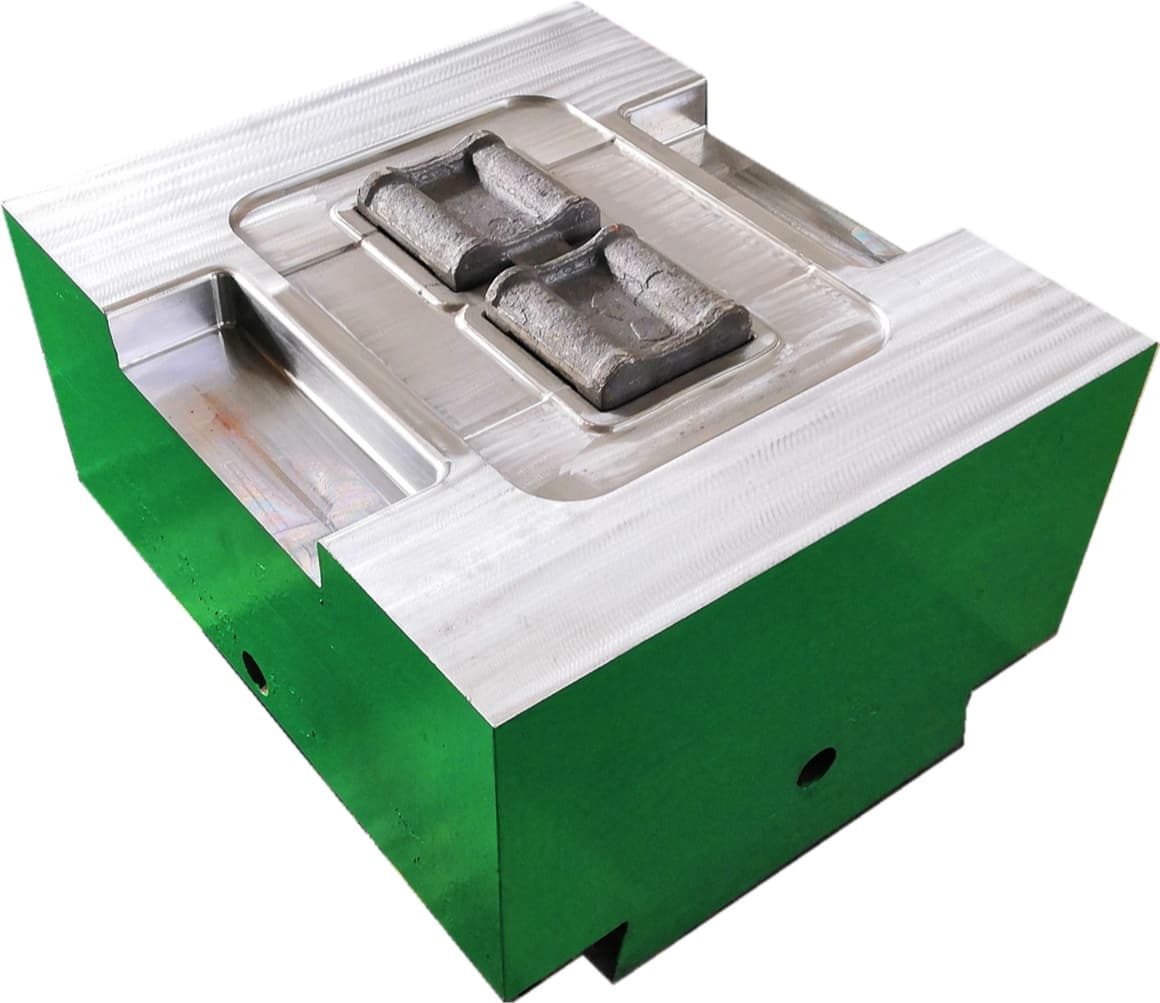
Форма для ковки алюминиевого сплава
сталь: 1.2714, 1.2365, H13, 5CrNiMo, 5CrNiMoV, 40CrNiMoA и т. д.
-

Прокатный ковочный штамп
сталь:1.2714 / 1.2365 / H13 / 5CrNiMo / 5CrNiMoV / 5CrMnMo / 40CrNiMoA и т. д.
-
Закрытый ковочный штамп
сталь:1.2714 / 1.2365 / H13 / 5CrNiMo / 5CrNiMoV / 5CrMnMo / 40CrNiMoA и т. д.
-

Штамп для радиально-ковочной машины и быстроштамповочного пресса
сталь:1.2714 / 1.2365 / H13 / 5CrNiMo / 5CrNiMoV / 5CrMnMo / 40CrNiMoA и т. д.